|
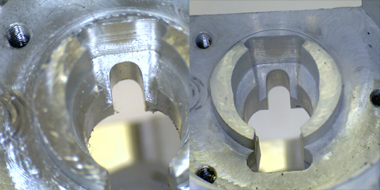
Inside an aluminium hydraulic block where crossholes open out into threaded holes.
Non selective deburring of complex features but leaving M3 threads intact.
2 intersecting angled cross holes into a main bore.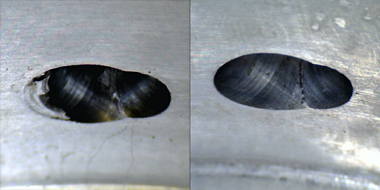
3 & 5 mm diameter holes in a steel component.

1.5 mm slot at the bottom of a 4mm diameter hole.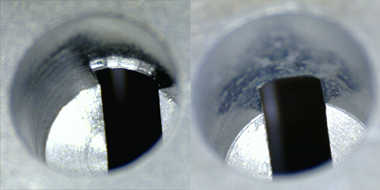
.
.
5mm threaded jets
Stainless
80% of these jets produced an erratic spray pattern before thermal deburring. After thermal deburring only 10% did.
.
.
.
.
.
.
.
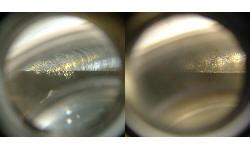
Before and after 1 - 10x magnification
Stainless steel
Whisker burrs on milled edge inside component. Guaranteed removal of ALL burrs and whiskers. .
.
.
.
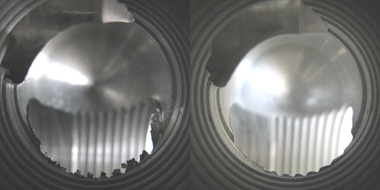
Before and after thermal deburring 2
50 diam x 20mm
Steel
Parts took 15 mins each to deburr by hand - 20 milliseconds by TEM
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Mechanism housing
25 x 50 x 70mm
Zinc die cast part
Excessive flashing removal
.
.
.
.
.
.
.
.
Hydraulic control sleeve
15 diam x 50mm
Turned steel
Intersecting cross holes deburred
No damage to seating edges
.
.
.
.
.
.
.
. .
.
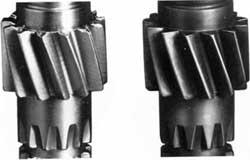
Pinion
50 diam x 175mm
Steel
Removal of burrs from milling on all teeth edges in one go, saving costs and time.
....
..
.
..
..
Electronic component
20 diam x 5mm
Stainless steel
Their client rejected entire batches of 5,000 if one burr was found. TEM is the only process that could guaranteed no burrs
..
..
..
..
..
..
..
..
..
..
Carburettor body
150 x 150mm
Zinc die cast
Flash and machining burrs removed in one pass
Inaccessible intersecting holes, successfully deburred
All debris and particles removed
..
..
..
Blanking plates
20 diam x 10mm
No other method of deburring could provide the consistent high quality needed
Run 20,000 components every week
.
.
.
.
..
..
Tank probe
20 mm high
Stainless steel
Very fine burrs at cross holes needed to be removed without damage to internal bore
..
..
..
..
..
Control Sleeve
20 diam x 200
Steel
Multiple load means components deburred concurrently
Saving time and costs
..
..
Sleeves
22 diam x 45mm
Steel
Cross holes needed to be guaranteed burr free.
..
..
..
..
..
Fitting
75 x 75mm
Brass
Milling and drilling burrs removed
Awkward burrs at hole intersections
..
..
Pressure manifold
38 x 38 x 43mm
Stainless steel
Awkward to reach internal burrs - easily missed. Process stipulates TEM to guarantee certificate of conformity.
..
..
..
..
..
..
..
..
Gear wheel
100 diam x 60
Steel
Burrs from milling and broaching removed
Critical tooth dimensions not affected
..
..
..
..
Pump housing
90 x 95 x 50mm
Cast iron
TEM used to avoid time consuming hand deburring and human error, and the need to remove all contamination
..
..
..
..
..
..
..
..
..
..
Bearing cage
70 diam x 30mm
Steel
Broaching burrs removed
Potential loose particles eradicated
Surface of component left untouched
..
..
..
Medical air compressor end unit
70 x 50 x 40mm
Aluminium
All contaminants and potential loose pieces needed to be guaranteed to be removed
Human variables and errors unacceptable
..
..
..
..
.
..
..
Cage
240 diam x 280mm
Aluminium die cast
All burrs from casting and drilling removed
Avoiding human error
Time savings
..
.
..
Hydraulic manifold block
150x 140x 170mm
Steel
TEM saved 80% of hand deburring costs and avoided human error.
..
..
..
..
..
..
..
..
..
..
Hydraulic manifold block
150x 120x 290mm
Aluminium
TEM guaranteed consistent high quality across EVERY hole, component, batch and run
. .
..
.
.
..
.
.
.
.
. |